
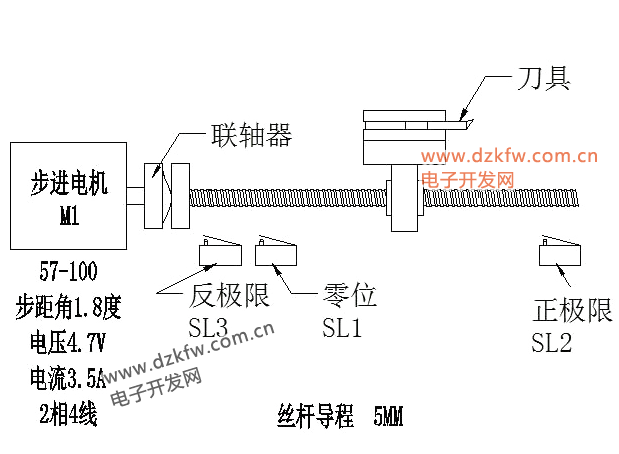
设备示意图
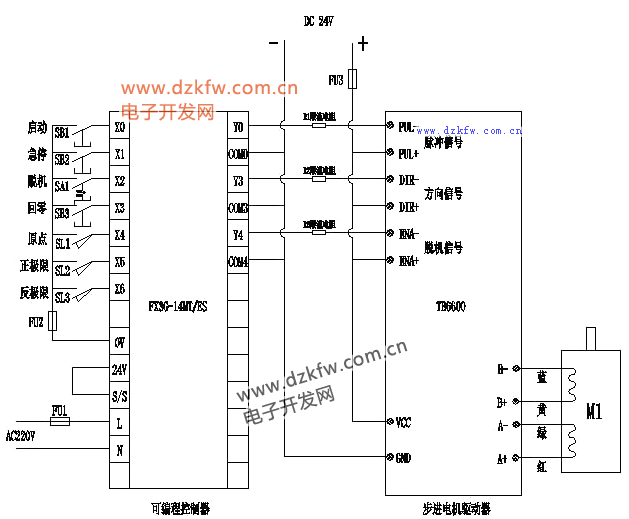
电气原理图
输入输出端子功能
X0 启动
X1 急停
X2 脱机运行
X3 回零
X4 原点限位
X5 正转限位
X6 反转限位
Y0 脉冲输出端子
Y3 方向端子
Y4 脱机端子
已知条件
步进电机步距角1.8度,2相4线,电压4.7V,电流3.5A。丝杆导程5MM。步进电机驱动器型号为TB6600 32细分 电流3.5A。
程序要求
首先启动设备时,按动“原点回归”按钮将刀具归为零位,按动“启动”按钮,将刀具定位到一个可以通过触摸屏设定距离的可变位置,此刀具有正向及反向极限限位功能。
步进电机开关设置
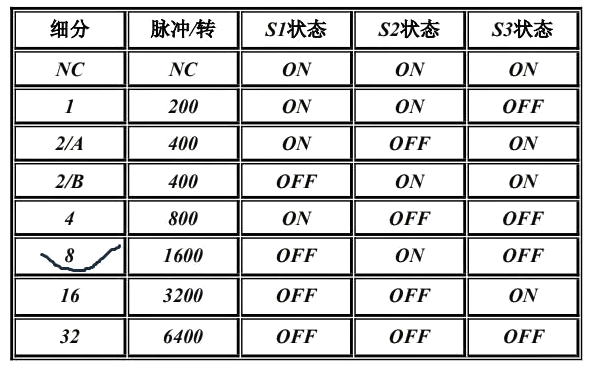
将细分设定为8,对应开关S1关闭,S2打开,S3关闭
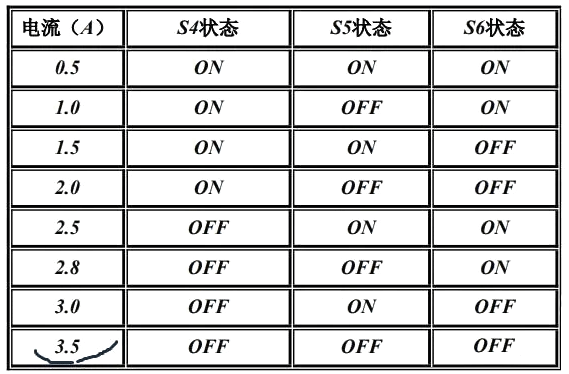
电流设定为3.5A,对应开关S4关闭,S5关闭,S6关闭。
程序实例
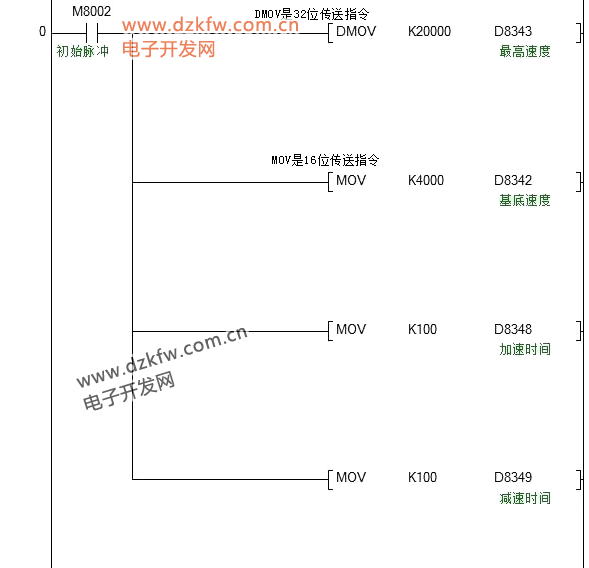
参数设定
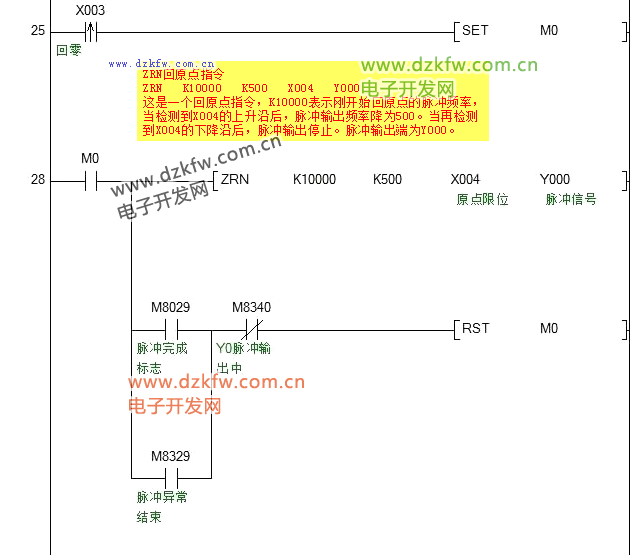
回原点程序
D200数值由触摸屏换算距离后设定,D200数值=(移动距离/5)X1600
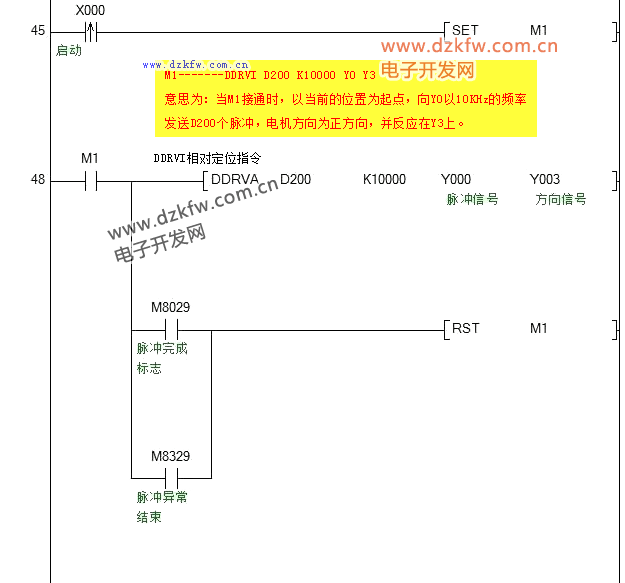
绝对位置定位
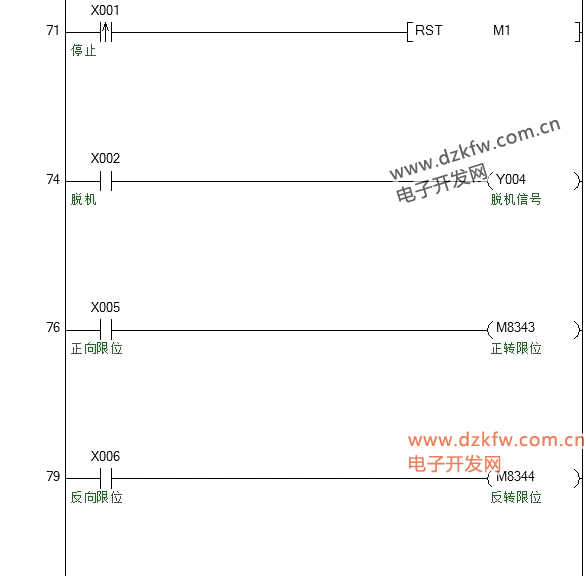
停止及限位程序
 返回顶部
返回顶部 刷新页面
刷新页面 下到页底
下到页底